Sheet Metal Fabrication Guide: Types, Advantages, Applications
Sheet metal fabrication looks simple from the outside.
Flat sheet goes in. Finished part comes out.
Anyone who has actually bought brackets, enclosures, chassis, panels, welded assemblies, or production sheet metal parts knows it is not that tidy. A small bend-radius mistake can ruin fit-up. A poor material choice can add cost for no gain. A coating chosen too late can wreck hole tolerances. And a drawing that looks “finished” in CAD can still be painful on the shop floor.
So let’s talk about sheet metal fabrication the way engineers and buyers actually use it.
What Is Sheet Metal Fabrication?
Sheet metal fabrication is the process of making functional metal parts from flat metal stock.
That process can include:
- Cutting the blank shape
- Punching holes, slots, louvers, and vents
- Bending flanges and forms
- Welding or fastening multiple parts
- Installing PEM fasteners, studs, nuts, and standoffs
- Applying finishes such as powder coating, plating, anodizing, brushing, or passivation
- Inspecting dimensions, cosmetics, threads, fit, and assembly quality
The materials vary, but the usual suspects are cold rolled steel, galvanized steel, stainless steel, aluminum, copper, and brass.
Some parts stay simple: one laser-cut flat bracket with two bends.
Others become full assemblies: enclosure body, cover, hinge, gasket, welded frame, inserts, powder coat, silk-screening, and final packing.
That is where experienced sheet metal fabrication services matter. Not because cutting metal is mysterious. Because turning a drawing into a repeatable production part takes process control.

Why Sheet Metal Still Wins in 2026
Plastics, castings, extrusion, machining, and additive manufacturing all have their place.
But sheet metal keeps showing up in serious products because it gives you a strong mix of speed, strength, cost control, and scalability.
The market agrees. Global sheet metal fabrication services were estimated at USD 87.3 billion in 2025 and are expected to reach USD 91 billion in 2026, according to Global Market Insights.
And steel demand is not disappearing either. The World Steel Association forecast global steel demand at 1,724 Mt in 2026, with growth expected to pick up in 2027.
That matters if you buy fabricated parts.
It means sheet metal is not some old-school process hanging around because buyers are slow to change. It is still one of the most practical ways to make durable, repeatable, engineered components.
Main Types of Sheet Metal Fabrication Processes
There is no single “sheet metal process.”
A real fabrication job usually moves through several steps. The order depends on the part, the tolerance stack, the coating, and the assembly method.
1. Laser Cutting
Laser cutting is the go-to method for many custom sheet metal parts because it is fast, accurate, and flexible.
It works well for:
- Enclosure blanks
- Brackets
- Panels
- Mounting plates
- Covers
- Small-to-medium production runs
- Parts with complex profiles
Laser cutting does not need hard tooling, so it is friendly for prototypes and design changes.
But it is not magic. Edge quality depends on material, thickness, machine setup, assist gas, and cutting parameters. For cosmetic parts, you still need to think about burrs, grain direction, and finish.
2. CNC Punching
CNC punching uses a turret punch press to create holes, slots, embosses, countersinks, louvers, knockouts, and repeat features.
It can be faster than laser cutting when the part has lots of standard holes and repeating features.
CNC punching is especially useful for:
- Electrical panels
- Rack parts
- Ventilation patterns
- Telecom housings
- Control cabinet panels
- Perforated sheet designs
The tradeoff?
Punch tooling has limits. Odd shapes may need special tooling, and very tight hole spacing can cause distortion.
3. Shearing
Shearing cuts sheet metal into straight-line blanks.
It is not fancy.
That is the point.
When you need rectangles, strips, or basic blanks at low cost, shearing can be the right move. But if your part has internal cutouts, tabs, curves, or complex geometry, laser cutting or punching usually makes more sense.
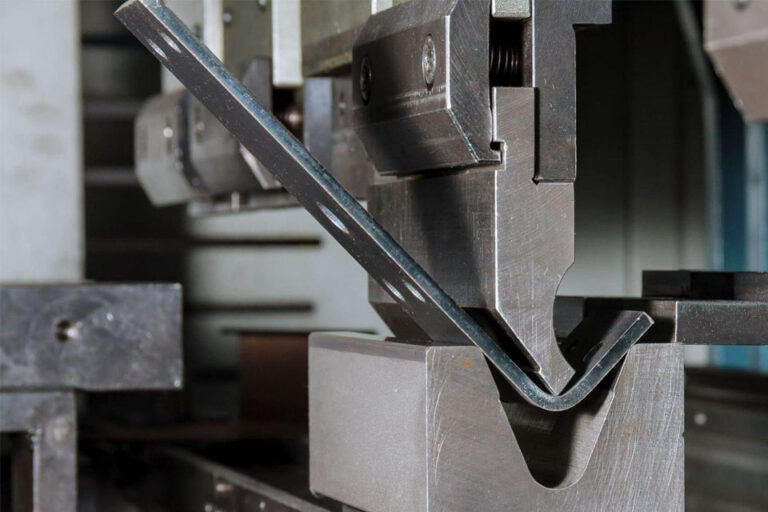
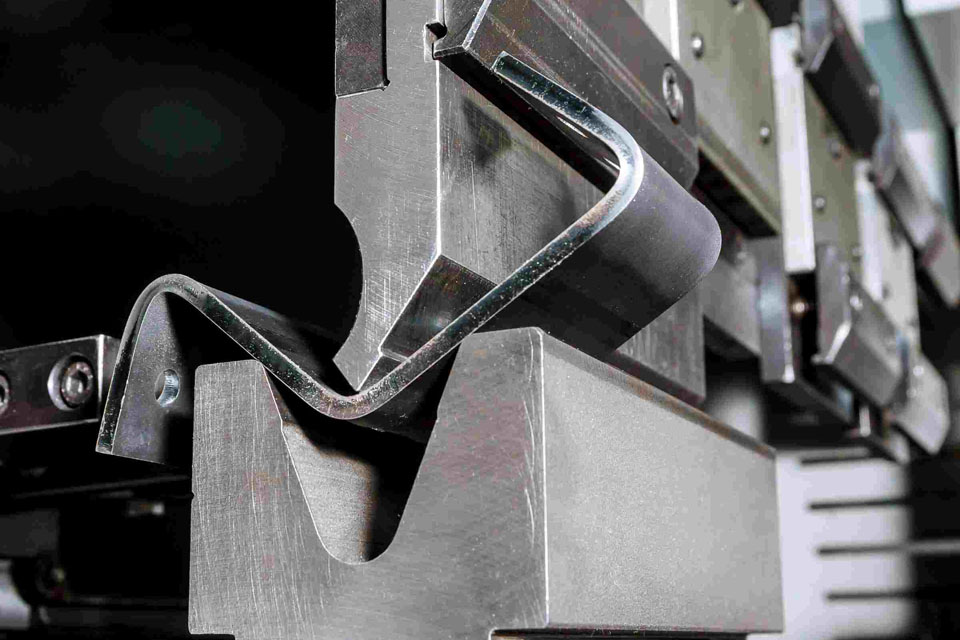
4. Sheet Metal Bending
Bending is where many sheet metal projects either become real parts — or become expensive lessons.
A press brake forms flat blanks into angles, channels, boxes, flanges, brackets, and chassis.
Good sheet metal bending depends on:
- Material thickness
- Bend radius
- Grain direction
- Tooling selection
- Bend sequence
- Flange length
- K-factor or bend allowance
- Springback control
Here is the mistake we see too often: someone designs a part that looks clean in CAD but cannot be bent in the real world without tool collision.
And yes, that can happen even with a simple enclosure.
5. Welding
Welding joins sheet metal parts into stronger frames, boxes, brackets, and structural assemblies.
Common sheet metal welding methods include:
- TIG welding
- MIG welding
- Spot welding
- Resistance welding
- Projection welding
Welding is strong, but it adds heat. Heat can distort thin sheet metal. That is why weld sequence, fixture design, tack strategy, and post-weld finishing matter.
For visible parts, cosmetic weld cleanup should be defined before quoting. Otherwise, one supplier may quote “as welded” while another includes grinding and surface prep. Those are not the same job.
6. Hardware Insertion
Many sheet metal parts need threaded features. Instead of tapping thin sheet directly, fabricators often install:
- PEM nuts
- Standoffs
- Studs
- Captive fasteners
- Threaded inserts
This is common in electronics enclosures, cabinets, panels, chassis, and rack systems.
The big warning: hardware should be selected early. Hole size, edge distance, material hardness, plating, and insertion direction all affect whether the fastener will hold properly.
7. Sheet Metal Assembly
A single part is useful.
A finished assembly is better.
sheet metal assembly can include welding, riveting, bolting, bonding, hinge installation, gasket application, insert installation, sub-component fitting, and final inspection.
For OEM buyers, assembly is often where money is saved. Not because assembly is cheap, but because it reduces supplier handoffs, packaging waste, rework risk, and inspection gaps.
If five sheet metal parts must fit together, it is usually smarter to have one team check the full assembly before shipment.
Sheet Metal Fabrication Process Comparison Table
| Process | Best For | Main Advantage | Watch-Out |
|---|---|---|---|
| Laser cutting | Complex flat profiles, prototypes, low-to-mid volume parts | No hard tooling; fast design changes | Edge finish and burr control still matter |
| CNC punching | Repeated holes, louvers, slots, vents | Efficient for repeat features | Tooling limits and feature spacing |
| Shearing | Straight cuts, simple blanks | Low cost and fast | Not suitable for complex profiles |
| Press brake bending | Brackets, chassis, panels, enclosures | Turns flat blanks into functional forms | Bend sequence and tool access can block production |
| Welding | Frames, boxes, strong assemblies | High joint strength | Heat distortion on thin material |
| Hardware insertion | Threaded features in thin sheet | Better threads than direct tapping | Needs correct hole size and edge distance |
| Powder coating | Durable cosmetic finish | Good protection and appearance | Adds thickness; masking may be needed |
| Final assembly | Finished products and subassemblies | Reduces handoffs and fit-up risk | Requires clear BOM and inspection criteria |
Common Sheet Metal Materials
Choosing material is not just a strength question.
It is cost, corrosion, finish, conductivity, weight, availability, and bend behavior — all at once.
Cold Rolled Steel
Cold rolled steel is a solid default for many indoor parts.
It has a cleaner surface than hot rolled steel and works well for:
- Cabinets
- Brackets
- Panels
- Frames
- Enclosures
- Painted or powder-coated parts
It is cost-effective and easy to form, but it needs finishing if corrosion is a concern.
Galvanized Steel
Galvanized steel has a zinc coating for corrosion resistance.
It is common for:
- Outdoor housings
- HVAC parts
- Industrial covers
- Utility cabinets
- Mounting panels
Be careful when welding galvanized sheet. Welding zinc-coated material requires proper process control and safety precautions, and the coating may need repair after welding.
Stainless Steel
Stainless steel is used when corrosion resistance, cleanability, or appearance matters.
Typical applications include:
- Food equipment
- Medical device components
- Marine parts
- Kitchen equipment
- Lab hardware
- Chemical process covers
304 stainless is common. 316 stainless is better for harsher corrosion environments.
Stainless can be less forgiving than mild steel during fabrication, especially when cosmetic finish is important.
Aluminum
Aluminum is lightweight and corrosion resistant.
It is widely used for:
- Electronics housings
- Aerospace brackets
- Transportation parts
- Panels
- Heat-sensitive assemblies
- Portable equipment
Aluminum bends differently than steel. It can crack if the inside bend radius is too tight, especially in harder tempers.
Copper and Brass
Copper and brass are more specialized.
Copper is often chosen for conductivity, shielding, and thermal performance. Brass is used for decorative, electrical, and hardware applications.
They are not usually the cheapest options, but when the application calls for them, substitutes can create bigger problems than they solve.

Advantages of Sheet Metal Fabrication
It Scales Well
You can make one prototype.
Then ten.
Then five hundred.
Then thousands.
That path is one reason sheet metal remains popular for OEM products. It supports early design validation without forcing you into expensive tooling too soon.
It Gives Strong Parts Without Excess Weight
Sheet metal parts can be light and stiff when designed properly.
Flanges, ribs, bends, hems, embosses, and welded features can add strength without turning the part into a heavy block of machined metal.
It Supports Many Finishes
Sheet metal parts can be finished for function, looks, or both.
Common options include:
- Powder coating
- Anodizing
- Zinc plating
- Nickel plating
- Brushing
- Passivation
- Painting
- Black oxide
- Electropolishing
The catch: finish affects dimensions.
If a slot, hole, hinge area, or threaded insert needs tight fit, the finish must be part of the design review.
It Works Across Many Industries
Sheet metal shows up in electronics, telecommunications, machinery, automation equipment, HVAC, medical devices, transportation, energy systems, data centers, retail fixtures, and consumer hardware.
That broad use is also reflected in market segmentation. Global Market Insights lists automotive, aerospace, industrial machinery, construction, electronics, and data centers among sheet metal fabrication service end-user industries.
It Allows Practical Customization
Custom sheet metal does not require a mold.
That gives buyers room to adjust:
- Hole patterns
- Mounting tabs
- Enclosure sizes
- PEM hardware
- Cable entries
- Ventilation
- Bracket geometry
- Finish
- Labeling
- Packing
And when the design is built correctly, those changes can be made without restarting the whole manufacturing plan.
Where Sheet Metal Fabrication Is Used
Electronics and Electrical Equipment
This is one of the strongest use cases.
Sheet metal is used for:
- Enclosures
- Control panels
- PCB brackets
- Server rack parts
- Power supply housings
- EMI shielding
- Switchgear components
- Battery covers
For electronics, the details matter: grounding points, coating-free contact areas, insert torque, vent patterns, and assembly sequence.
Telecommunications
Telecom equipment needs durable housings, brackets, panels, and cabinets.
Outdoor telecom parts often need corrosion-resistant material or finishing. Indoor rack components may need tight fit, clean appearance, and repeatable hole placement.
Industrial Machinery
Machinery uses sheet metal for guards, covers, frames, access panels, operator consoles, trays, and internal brackets.
This is where “pretty CAD” is not enough.
Parts need to survive vibration, maintenance access, repeated assembly, and shop-floor handling.
Automation Equipment
Automation systems use sheet metal for:
- Sensor brackets
- Machine guards
- Mounting plates
- Control cabinets
- Conveyor covers
- Robotic cell panels
The challenge is usually fit-up. Automation builds often combine sheet metal with machined parts, purchased hardware, sensors, cables, and moving systems.
HVAC and Building Systems
Ductwork, housings, flashings, dampers, panels, and covers all rely on sheet metal.
The U.S. Bureau of Labor Statistics notes that sheet metal workers fabricate or install products made from thin metal sheets, including ducts used in heating and air conditioning systems.
Transportation
Transportation applications value sheet metal because it can be strong, light, and scalable.
You see it in:
- Brackets
- Covers
- Panels
- Battery system components
- Mounting structures
- Interior equipment
- Protective housings
Weight matters here. So does repeatability.
Sheet Metal Design Rules Buyers Should Know
A buyer does not need to become a fabrication engineer.
But you should know enough to spot risky drawings.
Keep Bend Radii Realistic
A tight inside radius can crack material or require special tooling.
As a rough habit, avoid designing every bend as a sharp corner. Use practical inside radii based on material and thickness.
Watch Minimum Flange Length
Short flanges can be hard or impossible to bend because press brake tooling needs enough material to hold and form the part.
If a flange looks tiny, ask for DFM feedback before release.
Keep Holes Away From Bends
Holes too close to bend lines can stretch, ovalize, or distort.
This is one of the most common sheet metal mistakes.
Do Not Over-Tolerance Everything
Tight tolerances cost money.
Use them where fit, function, safety, or assembly demands it. Open them up where they do not matter.
A flat cover plate probably does not need aerospace-style tolerances on every non-functional edge.
Plan the Finish Early
Powder coat, plating, and anodizing can change part thickness, hole fit, surface texture, and grounding behavior.
Masking requirements should be stated clearly.
Think in Assemblies
If three bent parts bolt together, do not design them in isolation.
Check:
- Hole alignment
- Tool access
- Fastener reach
- Weld clearance
- Insert direction
- Coating build-up
- Assembly order
The best fabrication suppliers will catch these issues before production. But they need enough information to do that.
What Drives Sheet Metal Fabrication Cost?
Price is not random.
Most quotes are built from a few clear cost drivers.
Material
Material type, thickness, grade, availability, and scrap rate all affect price.
Stainless costs more than mild steel. Aluminum can cost more than steel. Copper and brass can jump quickly.
Cutting Time
Complex profiles, many holes, thick material, and tight nesting limits add machine time.
Bend Count
Each bend adds setup time and handling.
A part with eight bends is not just “a little more” than a part with two bends.
Tooling and Fixtures
Standard tooling keeps cost down.
Special forms, odd bends, and welded assemblies may need fixtures.
Welding and Grinding
Welding is labor-sensitive. Cosmetic grinding adds more time.
This is why drawings should define weld length, weld type, and finish expectations.
Hardware
PEM fasteners, studs, nuts, standoffs, hinges, latches, and gaskets add part cost and labor.
Surface Finish
Powder coating, plating, passivation, anodizing, and silk-screening all add processing steps.
Masking adds more.
Inspection
Critical-to-function dimensions, cosmetic requirements, first article inspection, and full dimensional reports all add cost — sometimes correctly.
Cheap parts that do not fit are not cheap.
How to Prepare a Better Sheet Metal RFQ
Want a faster, cleaner quote?
Send the information fabricators actually need.
Include These Files
- 3D CAD file: STEP is usually safe
- 2D drawing: PDF with tolerances and notes
- Material grade and thickness
- Finish requirement
- Quantity
- Revision number
- PEM or hardware specs
- Welding notes
- Cosmetic requirements
- Packing needs
- Target lead time
Add Context
Tell the supplier what the part does.
Is it visible to the end customer?
Does it hold a PCB?
Does it need electrical grounding?
Will it be outdoors?
Will it be welded into a larger machine?
That context helps engineers protect the part’s real function instead of quoting blindly from geometry.
Sheet Metal Tolerances: What Is Reasonable?
Tolerance depends on material, thickness, process, machine condition, tooling, bend geometry, and part size.
Still, here is a practical buyer-level view.
| Feature Type | Typical Expectation | Notes |
|---|---|---|
| Laser-cut profile | Moderate to tight | Better on thinner material and stable geometry |
| Hole-to-hole location | Moderate to tight | Can shift after bending if measured across forms |
| Bend angle | Process-dependent | Springback varies by material and thickness |
| Formed height | Moderate | Tooling and bend sequence matter |
| Welded assembly | Wider tolerance | Heat distortion and fixture quality matter |
| Powder-coated holes | Needs planning | Coating thickness can reduce clearance |
| PEM hardware location | Usually controlled well | Depends on punched/laser hole accuracy and insertion |
Use tighter tolerances only where they protect the product.
And mark key dimensions clearly.
Sheet Metal Fabrication vs CNC Machining vs Casting
Sometimes sheet metal is the wrong process.
That is fine.
Here is the honest comparison.
| Manufacturing Method | Best Fit | Strength | Cost Profile | Design Flexibility |
|---|---|---|---|---|
| Sheet metal fabrication | Enclosures, brackets, chassis, panels, covers | High when formed well | Strong for prototypes through production | High, especially before tooling |
| CNC machining | Blocks, precision parts, thick features, tight geometry | Very high | Higher material waste and machine time | High but cost-sensitive |
| Casting | Complex 3D shapes, high-volume parts | Depends on alloy and process | Tooling cost upfront; low unit cost at volume | Lower after tooling |
| Plastic injection molding | Lightweight plastic housings, high-volume consumer parts | Lower than metal | High tooling; low unit cost | Lower after tooling |
| 3D printing | Prototypes, complex geometry, low-volume specialty parts | Varies widely | Good for low volume; less for scale | Very high |
If your part is mostly flat walls, bends, flanges, holes, and mounted hardware, sheet metal is often the better choice.
If it needs deep pockets, thick bosses, complex curved mass, or ultra-tight 3D geometry, machining or casting may win.
Quality Control in Sheet Metal Fabrication
Quality is not one final inspection at the end.
That is too late.
Good fabrication quality starts before cutting.
A proper workflow should include:
- DFM review
- Material verification
- First-piece inspection
- In-process bend checks
- Weld inspection
- Hardware pull or torque checks when needed
- Finish inspection
- Final dimensional inspection
- Assembly fit check
- Packing review
For repeat production, keep a golden sample or first article record. It saves arguments later.
Smart Manufacturing Is Changing Fabrication
Fabrication is still physical work.
But the better shops are becoming more data-driven.
Deloitte’s 2026 Manufacturing Industry Outlook cites a 2025 survey where 80% of 600 manufacturing executives said they planned to invest 20% or more of improvement budgets in smart manufacturing initiatives. (Deloitte)
For sheet metal buyers, that shows up as:
- Better scheduling
- Faster quoting
- More stable process routing
- Better traceability
- Digital inspection records
- Improved repeat orders
- Lower avoidable scrap
But technology does not replace judgment.
A laser cutter cannot tell you your bend relief is poorly placed. A quoting portal cannot always know your cosmetic surface is the customer-facing side. A nesting algorithm does not understand your product launch risk.
You still want humans who know the trade.
Common Mistakes That Delay Sheet Metal Projects
Sending Only a STEP File
A STEP file shows shape.
It does not always show tolerances, material, finish, threads, PEM hardware, inspection points, cosmetic faces, or revision control.
Send a drawing too.
Picking Material Based Only on Price
Cheap steel may be fine indoors.
Outdoors, it may cost you more after rust, returns, or field failures.
Forgetting Coating Thickness
Powder coat can affect hole fit, hinge clearance, grounding, and insert areas.
Masking notes are not decoration. They protect function.
Designing Impossible Bends
Deep boxes, return flanges, tight channels, and closed shapes can collide with press brake tooling.
Ask for DFM review before freezing the design.
Treating Assembly as an Afterthought
Assembly problems are expensive because they often show up late.
Think about tool access, fastener direction, cable routing, gasket compression, and part sequence from the start.
How to Choose a Sheet Metal Fabrication Supplier
A good supplier should be able to cut, bend, weld, finish, inspect, and ship.
A better supplier will also challenge weak design choices before they become production problems.
Look for:
- Experience with your industry
- DFM support
- Clear tolerance capability
- Material and finish options
- Prototype and low-volume support
- Assembly capability
- Inspection process
- Revision control
- Honest communication
- Packaging discipline
Ask one simple question:
“What would you change to make this part easier to manufacture?”
If they have no answer, either the design is perfect — rare — or they did not really review it.
FAQs About Sheet Metal Fabrication
What is the main purpose of sheet metal fabrication?
The purpose is to convert flat metal sheets into functional parts or assemblies through cutting, bending, joining, finishing, and inspection. It is commonly used for enclosures, brackets, cabinets, panels, chassis, covers, and industrial components.
What materials are best for sheet metal fabrication?
The best material depends on the job. Cold rolled steel is cost-effective for indoor parts. Stainless steel resists corrosion. Aluminum is light and corrosion resistant. Galvanized steel works well for many outdoor and industrial uses. Copper and brass are chosen for conductivity, appearance, or special hardware needs.
Is sheet metal fabrication good for prototypes?
Yes. Sheet metal is often a strong choice for prototypes because laser cutting and bending do not always require expensive hard tooling. It also scales well when the product moves into low-volume or production runs.
What is the difference between fabrication and assembly?
Fabrication makes the individual metal parts. Assembly joins those parts with welding, fasteners, inserts, hinges, gaskets, or other components to create a finished product or subassembly.
Why do sheet metal parts warp after welding?
Welding adds heat. Heat causes expansion and contraction, and that movement can distort thin metal. Proper fixturing, weld sequence, tack welds, controlled heat input, and design changes can reduce distortion.
What files should I send for a sheet metal quote?
Send a STEP file, 2D PDF drawing, material grade, thickness, finish, quantity, hardware specs, welding notes, tolerance requirements, and target lead time. For assemblies, include a BOM and exploded view when possible.
A Practical Way to Think About Sheet Metal Fabrication
Sheet metal fabrication is not just “cut and bend.”
It is a chain of decisions.
Material affects bend behavior. Bend behavior affects hole placement. Hole placement affects hardware insertion. Hardware affects assembly. Assembly affects coating. Coating affects fit. Fit affects whether your product ships on time.
That is the real work.
So when you source custom sheet metal parts, do not only ask for the lowest unit price. Ask whether the supplier can help you avoid the expensive mistakes hiding behind that price.
Bring clean drawings. Define the function. Leave room for DFM feedback. Then build the part the way it should have been built from the start.